Hvad er en gummiælter, og hvordan er den opbygget
A gummiælter - også omtalt som en intern mixer eller banbury-type æltemaskine - er en lukket, høj-intensitets blandemaskine, der bruges til at blande rågummi med tilsætningsstoffer såsom kønrøg, svovl, acceleratorer, blødgørere og procesolier. I modsætning til åbne møller udfører gummiælteren blanding inde i et forseglet kammer, hvilket dramatisk reducerer materialetab, forbedrer dispersionsensartethed og tillader behandling af temperaturfølsomme forbindelser.
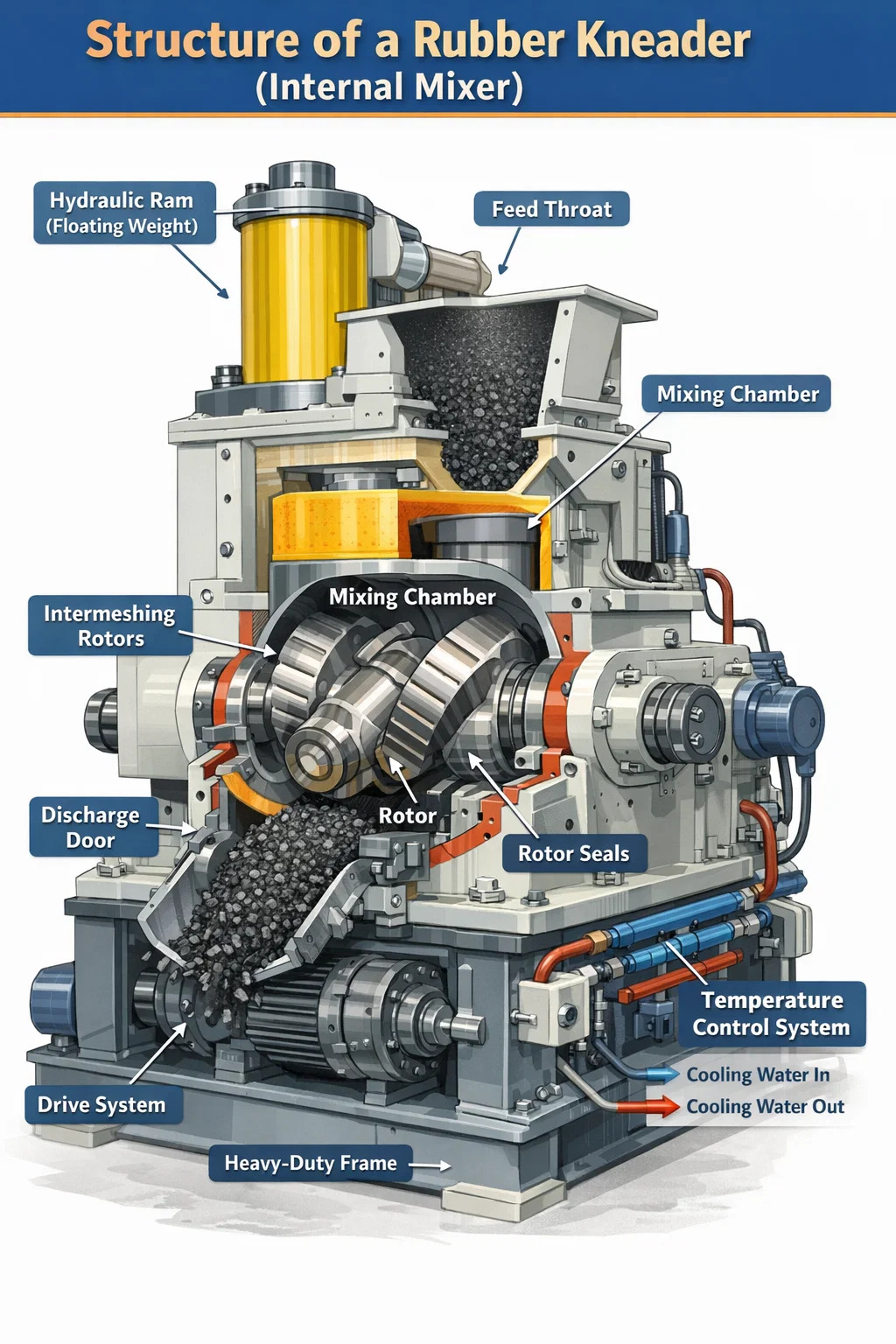
Kernestrukturen i en gummiælter består af seks primære systemer: blandekammeret, rotorerne, den hydrauliske cylinder (flydende vægt), udløbsdørmekanismen, temperaturkontrolsystemet og drivsystemet. Hver spiller en særskilt mekanisk rolle, og forståelsen af, hvordan de interagerer, afslører, hvorfor interne æltemaskiner er blevet industristandarden for gummiblandinger i dækfremstilling, tætninger, pakninger, slanger og tekniske gummivarer.
Selve maskinlegemet er typisk konstrueret af højstyrke støbt stål eller fremstillet stålplade, med indvendige overflader hærdet eller foret med slidbestandig legering for at modstå de enorme mekaniske kræfter, der genereres under blanding - ofte over 500 kN i maskiner med stor kapacitet.
Blandekammeret: Hjertet af gummiælteren
Blandekammeret er det lukkede rum, hvor al blanding finder sted. Det er et ottetalsformet hulrum bearbejdet til ekstremt snævre tolerancer, designet til at rumme to modsat roterende rotorer. Kammerets indre profil er ikke cirkulær - dets vægge er kontureret for at komplementere rotorgeometrien, hvilket sikrer, at gummimassen kontinuerligt foldes, klippes og genudsættes for rotoroverfladerne.
Kammervolumen er en af de primære specifikationer, der bruges til at klassificere gummiæltere. Maskiner i laboratorieskala kan have kammervolumener så små som 0,3 liter, mens interne blandere i produktionskvalitet, der anvendes på dækfabrikker, kan overstige 650 liter. Almindelige industrielle størrelser spænder fra 20L til 270L, med fyldfaktorer (forholdet mellem gummiladningsvægt og kammervolumen) typisk indstillet mellem 0,6 og 0,75.
Kammervæggene inkorporerer et omfattende netværk af interne køle- og varmekanaler . I moderne gummiæltere bores disse kanaler direkte gennem kammerlegemet og forbindes med et lukket kredsløbs temperaturkontrolsystem. Præcis termisk styring er kritisk - gummiviskositet, dispersionseffektivitet og sammensætningskvalitet afhænger alle af, at batchtemperaturen holdes inden for et defineret vindue, ofte mellem 70°C og 160°C afhængigt af formuleringen.
Kammeret er opdelt i to halvdele - en overkrop og en underkrop - boltet sammen. Den nederste halvdel indeholder udløbsdørens hængsel. Denne delte konstruktion giver adgang til inspektion, rengøring og udskiftning af foring. Kammerforinger fremstillet af hærdet stål (typisk med overfladehårdhedsværdier på 58–62 HRC) beskytter det strukturelle kammerlegeme mod slibende gummiblandinger og kan udskiftes uafhængigt uden at afmontere hele maskinen.
Rotorer: Den definerende komponent i design af gummiælter
Rotorerne er de mekaniske elementer, der faktisk udfører blandearbejdet inde i kammeret. I en gummiælter, to rotorer roterer i modsatte retninger med et fast hastighedsforhold , typisk 1:1,1 eller 1:1,2, hvilket skaber en differentiel rotorhastighed, der genererer intens forskydningsspænding ved klempunktet mellem rotorerne og mellem hver rotor og kammervæggen.
Rotorgeometri er et af de mest konstruerede aspekter af en intern mixer. Der er tre hovedrotortyper, der anvendes i moderne gummiæltemaskiner:
- To-vingede (elliptiske) rotorer: Det originale design, kendetegnet ved to spiralformede blade snoet langs rotorakslen. Disse genererer høje forskydningskræfter og er velegnede til blandinger, der er svære at blande, carbon black masterbatches og højviskositetsgummi såsom naturgummi (NR) og EPDM. Spidsafstand mellem rotorvinge og kammervæg er typisk 2–6 mm.
- Firevingede rotorer: Udviklet til at forbedre dispersiv og distributiv blanding på samme tid. De ekstra vinger øger frekvensen af materialefoldning og reorientering pr. omdrejning, hvilket muliggør hurtigere inkorporering af fyldstoffer. Firevingede rotorer er nu standard i højproduktionsblandingslinjer for dækblandinger.
- Seksvingede (eller flervingede) rotorer: Anvendes i applikationer, der kræver usædvanlig fin spredning af fyldstof, såsom silica-baserede dækforbindelser, hvor silankoblingseffektiviteten er kritisk. Disse rotorer producerer blidere, mere fordelende blanding med lavere spidstemperaturer.
Rotoraksler er hule og forbundet med temperaturkontrolsystemet, hvilket tillader kølevæske eller damp at strømme gennem det indre. Denne interne rotorkøling er essentiel i højhastighedsblandingsoperationer, hvor friktionsvarmegenerering kan forårsage for tidlig vulkanisering (svidning) af blandingen. Rotoroverfladehastigheden i produktionsæltemaskiner varierer typisk fra 20 til 80 rpm , med nogle maskiner med variabel hastighed, der er i stand til at arbejde på tværs af hele dette område inden for en enkelt blandecyklus.
Rotorerne er understøttet i begge ender af kraftige antifriktionsrullelejer, der er anbragt i maskinens sideramme. Lejearrangementet skal optage både radiale belastninger fra gummiblandingstryk og aksiale trykbelastninger genereret af de spiralformede rotorvinger. Lejesamlinger i store æltemaskiner er typisk også vandkølede, da friktionsvarme ved lejesæderne ellers ville reducere levetiden væsentligt.
Rotortætningssystem
Hvor rotorakslerne forlader blandekammeret gennem sidevæggene, forhindrer et tætningssystem gummiblanding i at lække ud langs akslen. Dette er teknisk set et af de mest udfordrende områder inden for gummiælterdesign. Tætningen skal indeholde gummi ved tryk op til 0,5-1,0 MPa, mens akslen roterer med hastighed, alt mens kammerets indre er ved forhøjede temperaturer.
De fleste moderne gummiæltere bruger et af to tætningsarrangementer:
- Labyrinttætninger med gummipakning: En række bearbejdede riller og kamme skaber en snoet bane, der modstår sammensat flow. Kombineret med komprimerede gummipakningsringe giver dette arrangement effektiv tætning til de fleste produktionsforbindelser. Udskiftning af emballage er en rutinemæssig vedligeholdelsesopgave, der udføres for hvert par hundrede driftstimer.
- Mekaniske ansigtstætninger: Anvendes i førsteklasses maskiner og applikationer med strenge forureningskrav. En roterende tætningsflade presset mod et stationært sæde giver en positiv barriere. Disse tætninger kan være luft- eller vandkølede og tilbyder længere serviceintervaller end tætninger af pakningstypen.
Hydraulisk støddæmper (flydende vægt): Trykkontrol over forbindelsen
Siddende direkte over blandekammeret er den øverste cylinder, almindeligvis kaldet den flydende vægt eller hydrauliske cylinder. Dette er en massiv stål- eller duktilt jernblok, der er formet til at passe ind i kammerets fødehals. Dens funktion er at forsegle toppen af blandekammeret, efter at materialet er fyldt, og at påføre et nedadgående tryk på gummibatchen under blanding.
Ramtryk er en af de vigtigste procesvariabler i gummiælterdrift. Højere stødtryk tvinger gummiblandingen til tættere kontakt med rotorerne, hvilket øger forskydningsintensiteten og forbedrer spredningen. For højt tryk fremskynder imidlertid slid på rotorer og kammerforinger. Ramtrykket i produktionsmaskiner varierer typisk fra 0,2 til 0,8 MPa, påført via en hydraulisk cylinder monteret over fødehalsen.
Stemplet er styret af en lodret halscylinder - en præcist bearbejdet passage, der holder stemplet centreret og forhindrer sideværts bevægelse under sammensat tryk. En støvforsegling i bunden af halsen forhindrer gummi i at vandre op omkring ramkroppen. Selve stemplet er ofte kernehus og forbundet til kølevandskredsløbet for at styre varmeoptagelsen fra gummiet nedenfor.
Den hydrauliske cylinder, der aktiverer stemplet, er monteret på en drejeramme over maskinhuset, så den kan svinge fri, når foderhalsdækslet åbnes for opladning. På automatiserede produktionslinjer styres ram-cyklussen af blandeprogrammet - den stiger automatisk, når tømningsdøren åbnes for at frigive batchen, og sænkes og låses umiddelbart efter, at den næste ladning er fyldt.
I nogle nyere gummiælterdesigner, især dem, der anvendes til silica-silanblanding, moduleres stødtrykket dynamisk under blandingscyklussen - reducerer trykket midlertidigt under silaniseringsreaktionstrinnet for at forhindre overophedning, hvorefter det øges igen for endelig dispergering. Dette kræver et proportionalt hydraulisk ventilsystem integreret med maskinens styreenhed.
Udledningsdørmekanisme: Frigivelse af den blandede batch
Udløbsdøren danner bunden af blandekammeret. Når blandingen er færdig, åbnes denne dør nedad (eller svinger til den ene side, afhængigt af design) for at frigive den færdige gummibatch ved hjælp af tyngdekraften ind i en nedstrømsanordning - typisk en åben mølle, dobbeltskrueekstruder eller batch-off køletransportør.
Døren aktiveres af en hydraulisk cylinder, og dens låsemekanisme skal modstå det fulde indre kammertryk under blanding uden afbøjning. Selv mindre dørflex kan tillade gummi at ekstrudere ind i dørtætningsområdet, hvilket fremskynder slid og forårsager forurening. Højkvalitets gummiæltere bruger flere låsebolte eller en knastlåsmekanisme, der fordeler klemkraften jævnt over døromkredsen.
Dørfladen (overfladen, der er i kontakt med gummiblandingen) er typisk belagt med en hærdet slidplade, der kan udskiftes uafhængigt. Dørkroppen inkorporerer kølekanaler forbundet til samme kredsløb som kammervæggene. En tætningsring af gummi eller elastomer løber rundt om dørens omkreds for at forhindre sammensætningslækage ved kammer/dør-grænsefladen - denne tætning er en forbrugsdel, der udskiftes under planlagt vedligeholdelse.
Udløbsdørens åbningstid er en procesparameter — hurtigere åbning reducerer den tid, hvor forbindelsen udsættes for varme efter blandingsslut, hvilket er kritisk for temperaturfølsomme forbindelser, der indeholder præ-dispergerede vulkaniseringsmidler. I højhastighedsproduktionslinjer, døråbning og batch-drop afsluttes inden for 3-5 sekunder at opretholde gennemløbet.
Temperaturkontrolsystem: Styring af varme i hele gummiælteren
Temperaturstyring er ikke valgfri i gummiælterdrift - det er et grundlæggende krav for sammensætningskvalitet og procesgentagelighed. Temperaturstyringssystemet omfatter tre varmevekslingszoner: kammervæggene, rotorlegemerne og stemplet. Hver zone kan styres uafhængigt.
De fleste gummiæltemaskiner til produktion bruger en lukket sløjfe vandtemperaturkontrolenhed (TCU), der cirkulerer tempereret vand gennem alle tre zoner. TCU'en kan opvarme vand ved hjælp af elektriske varmelegemer eller dampinjektion og afkøle det ved hjælp af en varmeveksler, der er tilsluttet anlæggets kølevandsforsyning. Målvandstemperaturer varierer efter procestrin:
- Forvarmningstrin: 60–90°C vand for at bringe kammeret til driftstemperatur før den første batch af skiftet
- Blandingstrin: 20-40°C kølevand for at absorbere friktionsvarme og forhindre overtemperatur i forbindelsen
- Rengøringstrin: Skyl med varmt vand eller damp for at blødgøre rester for lettere fjernelse
Sammensatte temperatur overvåges af termoelementer eller infrarøde sensorer monteret i kammervæggen. Sammensat temperaturfeedback i realtid bruges af maskinens kontrolsystem til at justere rotorhastighed, ramtryk og kølevæskestrømningshastighed for at holde batchen inden for specifikationerne. I nogle avancerede gummiæltesystemer afsluttes blanding automatisk, når blandingstemperaturen når et sætpunkt i stedet for efter en fast tidscyklus - denne såkaldte temperaturkontrollerede dumpning er mere konsekvent end tidskontrolleret dumpning og reducerer batch-til-batch-variabilitet.
Detaljer om rotor og kammerkølekreds
Inde i hver hule rotor følger kølemiddelkredsløbet typisk et spiral- eller boremønster, der maksimerer overfladekontaktarealet. Roterende koblinger (også kaldet drejeled) ved rotorakselenderne forbinder de stationære kølevæsketilførselsrør til det roterende rotorinteriør uden lækage. Disse er præcisionskomponenter, der kræver periodisk inspektion og udskiftning, da deres indre tætninger slides.
Kammervægskølekanaler bores i et serpentinmønster gennem kammerblokken, typisk med en afstand på 30-50 mm fra midten til midten. Kølevæskestrømningshastigheden gennem disse kanaler er designet til at opnå en varmefjernelseskapacitet, der er tilstrækkelig til maskinens nominelle effekt - for en 270L æltemaskine med en 2000 kW drivmotor skal kølesystemet være i stand til at fjerne mindst 1,5-2,0 MW termisk energi kontinuerligt.
Drivsystem: Kraftoverførsel til rotorerne
Drivsystemet til en gummiælter består af den elektriske motor, hastighedsreduktion (gearkasse) og geararrangementet, der driver de to rotorer. Fordi rotorerne skal dreje med et fast hastighedsforhold i forhold til hinanden, er de koblet gennem et sammenlåsende gearsæt - timing gearene - som sikrer synkronisering uanset belastningsvariationer.
Hoveddrivmotoren er næsten universelt en AC-induktionsmotor med variabel frekvensstyring (VFD) i moderne maskiner. Mulighed for variabel hastighed er essentiel for at optimere blandingen på forskellige stadier af en blandingscyklus - for eksempel ved at køre ved lav hastighed under den første ballenedbrydning for at undgå overbelastning af motoren og derefter accelerere til maksimal hastighed for indbygning af fyldstof. Motorkraft i produktion gummiæltere skalaer med kammervolumen:
| Kammervolumen (L) | Typisk motoreffekt (kW) | Rotorhastighedsområde (rpm) | Fælles ansøgning |
|---|---|---|---|
| 20–40 | 110-250 | 20-60 | Lille batch, specialforbindelser |
| 75-120 | 500-900 | 20-70 | Mellemstørrelse dæk og industrigummi |
| 200-270 | 1500-2500 | 20-80 | Højvolumen dækmønsterblanding |
| 400-650 | 3000-5000 | 15-60 | Storstilet dæk masterbatch produktion |
Gearkassen (hastighedsreduktion) sænker motorhastigheden til rotorens driftshastighed, mens momentet multipliceres. I en gummiælter skal gearkassen klare et ekstremt højt drejningsmoment - for en 2000 kW motor, der kører rotorer med 40 rpm, kan drejningsmomentet ved rotorakslen overstige 500.000 N·m. Gearkassen er typisk et parallelakslet eller retvinklet arrangement med karburerede og slebne skrueformede tandhjul, anbragt i et robust støbejerns- eller fremstillet stålhus med tvangsfremføringssmøring.
En fleksibel kobling mellem motoren og gearkassen absorberer stødbelastninger under ballesammenbrud - stødet, når en rotor rammer en kold gummiballe, kan forårsage øjeblikkelige drejningsmomentspidser to til tre gange det nominelle driftsmoment. Uden en fleksibel kobling ville disse pigge blive overført direkte til gearkassen og motorakslen, hvilket forårsager for tidlig træthedsfejl.
Feed Throat og opladningssystem
Foderhalsen er den lodrette passage over blandekammeret, gennem hvilken gummi og additiver fyldes. Ved manuel drift tabes gummiballer og vejede additiver i halsen af operatører eller transportør. I automatiserede blandingslinjer er fødehalsen udstyret med en vippebakke eller pneumatisk ram-assist-anordning til at skubbe materialer ned i kammeret mod modstanden fra rotorerne.
Halsåbningsdimensionerne er designet til at acceptere standard gummiballestørrelser - en 270L æltemaskine har typisk en halsåbning på ca. 600 mm × 400 mm. Et drejeligt støvdæksel eller klap lukker halsen efter opladning for at indeholde støv og dampe under blanding. Nogle maskiner har også en røgudsugningsåbning i halsdækslet forbundet til et centralt ventilationssystem - dette er især vigtigt, når man blander forbindelser, der indeholder kønrøg, svovl eller flygtige procesolier.
Injektion af flydende ingrediens - til procesolier, flydende silaner eller specielle additiver - udføres ofte via porte, der er monteret direkte i kammervæggen eller gennem stemplet. Disse indsprøjtningsdyser skal være designet til at modstå kammertryk og temperatur, mens de leverer præcise afmålte volumener, typisk styret af gearpumpens doseringssystemer integreret med blandeprogrammet.
Maskinramme og strukturelle komponenter
Hele gummiælterenheden er monteret på en tung strukturel basisramme fremstillet af tyk stålplade eller støbegods. Denne ramme absorberer reaktionskræfterne fra blandingsprocessen og overfører dem til fundamentet. De involverede kræfter er betydelige - en stor produktionsæltemaskine genererer rotoradskillelseskræfter (kraften, der skubber rotorerne fra hinanden på grund af gummitryk), som kan nå op på flere hundrede kilonewton under spidsbelastninger.
De to siderammer, en på hver side af blandekammeret, bærer rotorlejerne og giver den strukturelle forbindelse mellem kammeret og basen. Disse er ofte de mest belastede komponenter i maskinen og er fremstillet af nodulært støbejern eller kraftigt fremstillet stål med generøse filetradier for at reducere spændingskoncentrationen.
Vibrationsisolerende monteringer mellem ælterens bundramme og bygningsfundamentet er standard på moderne installationer. En fuldt lastet stor gummiælter under ballesammenbrud genererer betydelige vibrationer - uden isolering kan dette overføres til bygningsstrukturen og påvirke nærliggende instrumentering eller forårsage træthedsrevner i ankerbolte over tid.
Kontrolsystem og instrumentering i moderne gummiæltere
Moderne gummiæltere er udstyret med PLC-baserede styresystemer, der styrer hele blandecyklussen automatisk. Styresystemet overvåger og registrerer en kontinuerlig strøm af procesdata:
- Forbindelsestemperatur (målt via kammervægstermoelement eller infrarødt pyrometer rettet mod forbindelsen gennem en sigteport)
- Rotorhastighed (rpm), trinløst justerbar af VFD
- Motorstrømtræk, som er proportional med sammensatte viskositet og tjener som et indirekte mål for blandingsenergiinput
- Specifik energitilførsel (kWh/kg), akkumuleret gennem hele blandingscyklussen
- Ram position og tryk
- Kølevæskeindløbs- og udgangstemperaturer for hver kølezone
- Dump dørposition (åben/lukket interlock)
Specifik energiinput er uden tvivl den mest pålidelige indikator for fuldstændighed af blanding for mange gummiblandinger - spredning af kønrøg, for eksempel, er tæt korreleret med kumulativ energitilførsel pr. kilogram af forbindelse snarere end med tiden alene. Moderne gummiælterkontroller gør det muligt at definere blandeprogrammer efter energiendepunkt frem for tidsendepunkt, som automatisk kompenserer for variationer i råmaterialeviskositet mellem batcher.
Alle batchdata logges til en database for kvalitetssporbarhed. Integration med Manufacturing Execution Systems (MES) gør det muligt for hver batch-record at blive linket til råmateriale-lotnumre, operatør-ID og nedstrøms sammensatte testresultater, hvilket muliggør analyse af rodårsager, når der opstår kvalitetsafvigelser.
Vigtige strukturelle forskelle mellem gummiæltertyper
Ikke alle gummiæltemaskiner deler identiske strukturelle konfigurationer. Der findes flere designvariationer for at opfylde forskellige produktionskrav:
Tangentielle vs. indgribende rotoræltere
I en tangentiel rotorælter (det klassiske Banbury-design) roterer de to rotorer i separate cirkulære baner, der tangerer hinanden - rotorvingerne låser ikke sammen. Dette skaber en stor blandingszone mellem rotorerne, hvor der forekommer intens forskydning, hvilket gør tangentielle æltemaskiner yderst effektive til dispersiv blanding af forstærkende fyldstoffer. Størstedelen af de interne blandere i produktionen verden over bruger tangentielle rotorer.
I en sammengribende rotorælter (såsom GK-serien fra HF Mixing eller F-serien af Farrel Pomini) er rotorerne placeret tættere sammen, og deres vinger overlapper og griber ind i hinanden, når de roterer - ligner i konceptet en dobbeltskruet ekstruder, men med meget kortere, tykkere bevægelser. Dette design genererer et tydeligt anderledes strømningsmønster, hvilket giver bedre fordelingsblanding og lavere blandingstemperaturer på bekostning af en noget lavere dispersiv blandingsintensitet. Sammenhængende æltemaskiner foretrækkes til varmefølsomt silikonegummi, fluorelastomerer og forbindelser, hvor temperaturkontrol er altafgørende.
Op og ned (omvendt) udløbsæltere
Nogle gummiælterdesigner - især dem, der bruges i kontinuerlige eller semi-kontinuerlige forarbejdningslinjer - udledes ikke gennem en bunddør, men ved at vippe hele blandekammerenheden, så kammeråbningen vender nedad, og blandingen falder ud. Dette udtømningsdesign på hovedet muliggør hurtigere batchfrigivelse og lettere integration med downstream-behandlingsudstyr placeret direkte under æltemaskinen. Den strukturelle implikation er en væsentligt mere kompleks maskinramme med en vippemekanisme og hydraulisk låsesystem.
Åben top (Sigma Blade) æltere vs. lukkede Banbury-type æltemaskiner
Det er værd at bemærke, at i nogle industrisammenhænge refererer udtrykket "gummiælter" også til Z-blade eller sigma-blade batch-æltere - åben-top, trugformede maskiner med to modsat roterende sigma- eller Z-formede klinger. Disse er strukturelt meget forskellige fra den lukkede interne mixer beskrevet i hele denne artikel. Sigma-knivæltere mangler stempel- og tætningssystem, fungerer ved atmosfærisk tryk og bruges mere almindeligt til silikonegummiblandinger, termoplastiske elastomerer og klæbemiddelpræparation frem for til gummiblandinger med høj fyldstof.
Sliddele og vedligeholdelseskritiske strukturelle elementer
At forstå strukturen af en gummiælter betyder også at vide, hvilke komponenter der slides og kræver periodisk udskiftning. De vigtigste sliddele er:
- Rotor tips: Vingespidserne oplever den højeste kontaktspænding med kammervæggen. I nogle designs er rotorspidserne bygget op med hardface svejsebelægning, der kan genpåføres på stedet. I andre udskiftes hele rotoren, når spidssliddet overstiger tolerancen - typisk når spids-til-væg-afstanden er vokset fra dens beregnede værdi (2-5 mm) til mere end 8-10 mm, hvorefter blandingseffektiviteten forringes målbart.
- Kammerforinger: Vægbeklædningssektionerne er udskiftelige slidplader, typisk 30-50 mm tykke, boltet eller krympemonteret i kammerkroppen. Levetiden varierer fra nogle få måneder ved anvendelse af slibemiddel til flere år ved mild brug.
- Rotorendetætninger (pakning): Udskiftes for hver 300-1000 driftstimer afhængig af blandingstype og rotorhastighed. Udskudt pakningsudskiftning fører til sammensat forurening af lejeområdet og dramatisk accelereret lejeslid.
- Afgangsdørtætning: Den elastomere perimeterforsegling på afgangsdøren udskiftes under planlagte nedlukninger, typisk hver 3.-6. måned i kontinuerlig produktion.
- Roterende koblinger på rotorkølekredsløb: Efterses og genopbygges årligt i de fleste faciliteter, da tætningsslid i disse komponenter kan forårsage indtrængning af kølevæske i lejehusene.
Planlagte vedligeholdelsesintervaller for gummiæltere i dækproduktionsanlæg er typisk struktureret omkring 8-timers produktionsskift, med mindre inspektioner hvert skift, mellemliggende kontroller ugentligt og større eftersyn årligt eller hver 5.000-8.000 driftstimer. En velholdt 270L gummiælter kan opnå en mekanisk tilgængelighed på over 95 % i kontinuerlig tre-skiftsdrift.